الصفحة الرئيسيةمدونةأنواع طلاء الرافعات العلوية والجسور: كيفية اختيار الطلاء المناسب
أنواع طلاء الرافعات العلوية والجسور: كيفية اختيار الطلاء المناسب
التاريخ: 27 مايو 2026
جدول المحتويات
بالنسبة للرافعات العلوية والرافعات الجسرية التي تعمل في بيئات قاسية - من ورش العمل والساحات والموانئ الساحلية إلى المواقع الكيميائية والمعدنية وتحت الماء - مطابقة أنواع طلاء الرافعات يُعدّ ضبط ظروف التشغيل أمراً بالغ الأهمية. فالتعرض المطوّل لأشعة الشمس والمطر ورذاذ الملح والأحماض والقلويات والغبار الرطب يؤدي إلى صدأ الفولاذ وتلف الطلاء، مما يهدد السلامة الهيكلية والسلامة العامة وعمر الخدمة.
باعتبارها الحل الأمثل لمقاومة التآكل، تعمل طبقة الطلاء السطحي على منع المواد المسببة للتآكل من خلال الحماية الفيزيائية والكيميائية الكهربائية. كما أنها تُحسّن مقاومة العوامل الجوية والمواد الكيميائية، وتُعزز المظهر، وتُقلل تكاليف الصيانة في جميع مراحل تصنيع الرافعات وتركيبها وخدمتها.
تتناول هذه المقالة بالتفصيل تركيب طلاءات الرافعات، بما في ذلك الطبقة التمهيدية والطبقة المتوسطة والطبقة النهائية، وتشرح خصائص خمسة أنواع شائعة من الطلاءات، مثل طلاءات الألكيد والإيبوكسي والبولي يوريثان. كما تقدم إرشادات لاختيار الطلاء المناسب للبيئات المسببة للتآكل المختلفة، وتناقش توافق الطلاءات، وتوفر مراجع مهنية لاختيار المواد والبناء.
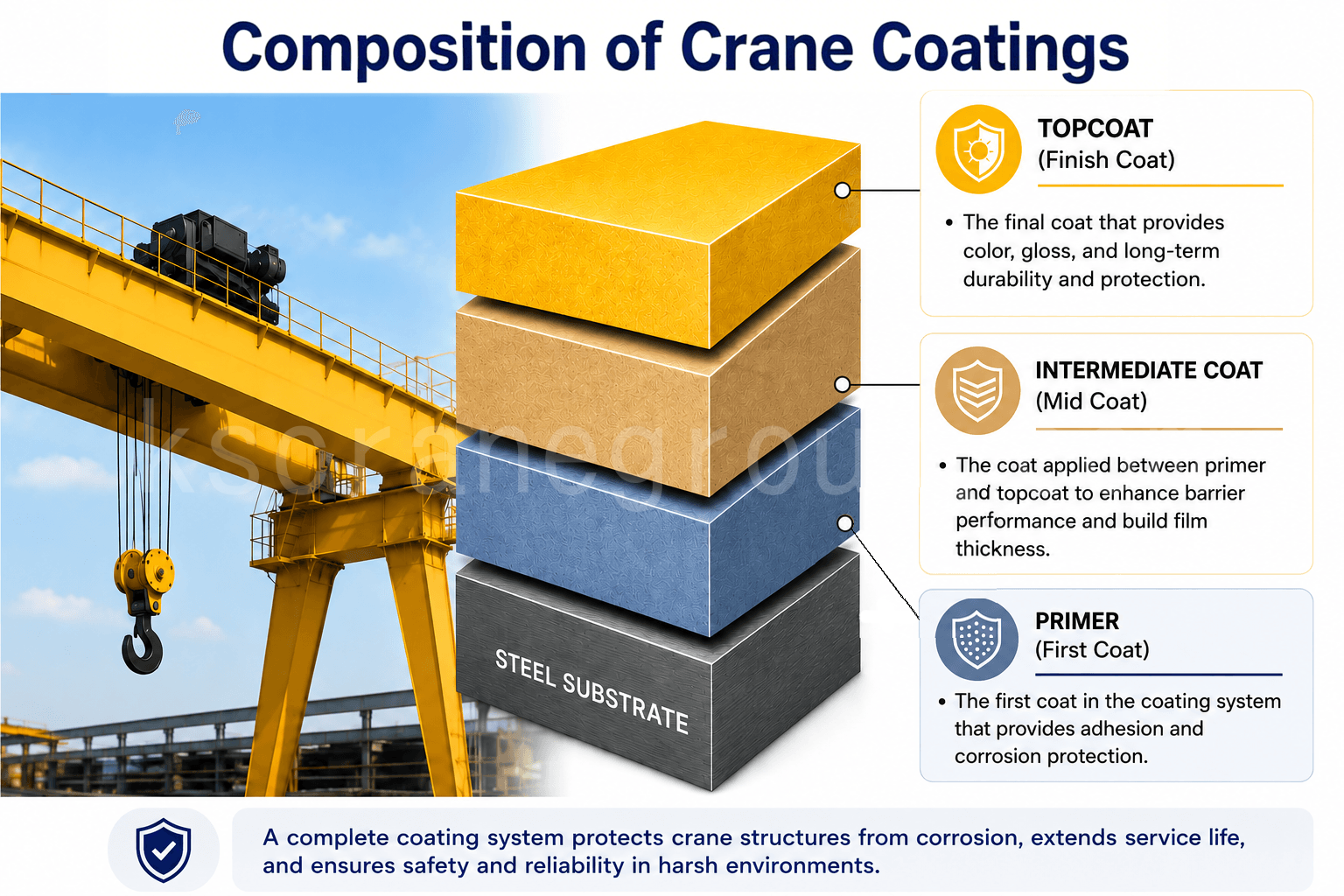
تركيب طلاءات الرافعات العلوية والرافعة الجسرية
يتكون الطلاء المقاوم للتآكل للرافعات العلوية والجسور من ثلاث طبقات: طبقة أساسية، وطبقة وسيطة، وطبقة نهائية، لكل منها وظائف محددة. تلتصق الطبقة الأساسية مباشرةً بالأسطح الفولاذية لتعزيز الالتصاق ومنع الصدأ. كما توفر الطبقات الأساسية الغنية بالزنك حماية كاثودية، لتكون بمثابة أساس النظام بأكمله. تقع الطبقة الوسيطة بين الطبقة الأساسية والطبقة النهائية، حيث تزيد من سُمك طبقة الطلاء، وتعزز أداء الحاجز، وتحسن الالتصاق بين الطبقات، لتكون بذلك طبقة أساسية لمقاومة التآكل في الظروف القاسية. أما الطبقة النهائية، بصفتها الطبقة الخارجية، فتتحمل أشعة الشمس والمطر ورذاذ الملح والظروف الصناعية. وتوفر مقاومة للعوامل الجوية، وحماية من الأشعة فوق البنفسجية، والحفاظ على اللون واللمعان، بالإضافة إلى تأثيرات زخرفية. تشكل هذه الطبقات الثلاث مجتمعةً نظام طلاء متكامل للرافعات العلوية والجسور.
أنواع مواد الطلاء الرئيسية
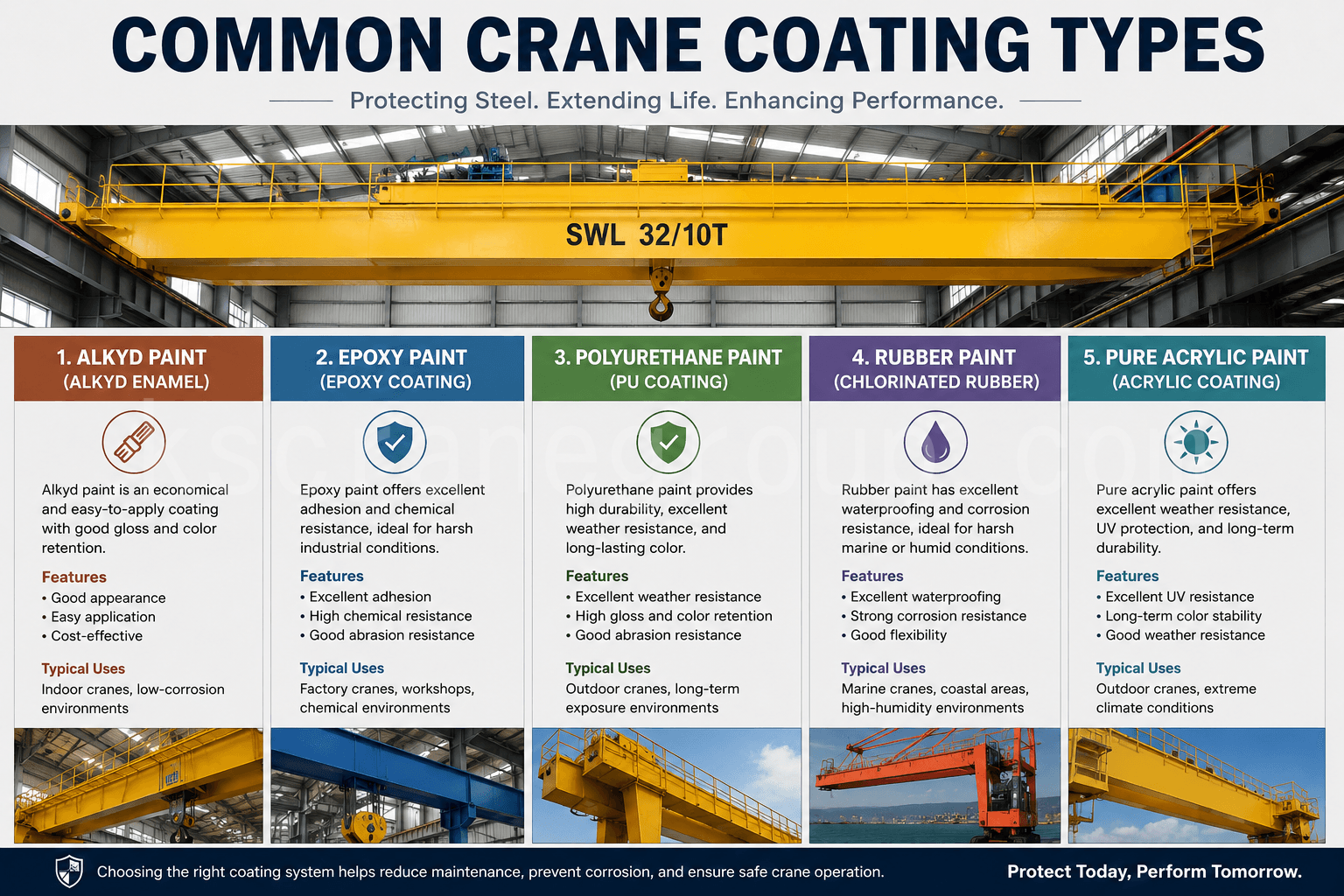
تُصنّف الدهانات الصناعية المستخدمة في طلاء الرافعات عمومًا حسب راتنجاتها الرئيسية المُكوّنة للطبقة. تشمل أنظمة الطلاء الشائعة الاستخدام في صناعة الرافعات: الألكيد، والإيبوكسي، والبولي يوريثان، والأكريليك، والطلاءات المطاطية. لكل نظام راتنجي خصائص مميزة: فبعضها يتميز بكفاءته من حيث التكلفة وسهولة تطبيقه، بينما يوفر البعض الآخر مقاومة ممتازة للتآكل الشديد، ومقاومة لرذاذ الملح، وقدرة عالية على تحمل الظروف الجوية الخارجية على المدى الطويل.
طلاء الألكيد
يُعدّ طلاء الألكيد من أكثر أنظمة الطلاء استخدامًا في المعدات الصناعية التقليدية. وبفضل استخدام راتنج الألكيد كمادة أساسية لتكوين طبقة الطلاء، يتميز بسهولة التطبيق، وانخفاض التكلفة، وجودة المظهر. ويُستخدم على نطاق واسع في الرافعات العلوية القديمة، ومعدات الورش، والهياكل الفولاذية العامة. ومن المنتجات الشائعة لنظام طلاء الألكيد: برايمر الألكيد بأكسيد الحديد الأحمر، ومينا الألكيد.
المزايا الأساسية:
تكلفة منخفضة وفعالية عالية من حيث التكلفة؛
منتج مكون من عنصر واحد مع عملية بناء بسيطة؛
مناسب لمقاومة التآكل في الأماكن المغلقة والمفتوحة، مع عمر افتراضي لمقاومة العوامل الجوية الخارجية يتراوح من سنة إلى سنتين.
القيود: عمر خدمة قصير، ومقاومة منخفضة للعوامل الجوية الخارجية، ودورات إعادة طلاء متكررة.
سيناريوهات التطبيق النموذجية: ظروف العمل الداخلية العادية، ومناطق المصانع ذات التآكل المنخفض، ومعدات الورش العامة، والمرافق ذات المتطلبات المنخفضة لمتانة مقاومة التآكل.
طلاءات الإيبوكسي
تُعدّ الطلاءات الإيبوكسية مكونًا أساسيًا في أنظمة الحماية من التآكل الصناعية الحديثة عالية التحمل، إذ تتميز بالتصاق ممتاز وأداء فائق في مقاومة التآكل. تشمل المنتجات الشائعة طبقة أساس إيبوكسية غنية بالزنك، وطبقة أساس إيبوكسية من فوسفات الزنك، وطبقة وسيطة إيبوكسية من أكسيد الحديد الميكاوي.
المزايا الأساسية:
التصاق قوي
أداء ممتاز في مقاومة التآكل
مقاومة جيدة للتآكل
مقاومة عالية للتآكل القلوي
مقاومة أفضل للعوامل الجوية مقارنة بالطلاءات الألكيدية
القيود: مقاومة ضعيفة للأشعة فوق البنفسجية، ويميل الطلاء إلى التقشر تحت التعرض المطول لأشعة الشمس الخارجية؛ كما أنه يتطلب متطلبات صارمة لبيئة البناء ومعالجة السطح.
سيناريوهات التطبيق النموذجية: ظروف عمل شديدة التآكل، رافعات جسرية خارجية كبيرة، بيئات كيميائية، معدات الموانئ ورافعات التعدين.
طلاءات البولي يوريثان
تُعدّ طلاءات البولي يوريثان من أكثر أنظمة الطلاء شيوعًا في التطبيقات الصناعية الشاقة المقاومة للتآكل. وبفضل استخدام راتنج البولي يوريثان كمادة أساسية لتكوين طبقة الحماية، تتميز هذه الطلاءات بأداء حماية شامل ممتاز، وهي مناسبة بشكل خاص للتعرض الطويل الأمد للعوامل الجوية الخارجية. وتُعدّ طلاءات البولي يوريثان الأكريليكية من أبرز منتجات هذه الفئة.
المزايا الأساسية:
مقاومة ممتازة للتآكل والعوامل الجوية
لمعان سطحي خفيف، ولمعان ممتاز، وثبات اللون مع مظهر جيد.
مقاومة جيدة للتآكل
القيود: تكلفتها أعلى من تكلفة طلاءات الألكيد بمقدار 3 إلى 4 مرات، ولها متطلبات صارمة لبيئات البناء.
سيناريوهات التطبيق النموذجيةالمناطق الخارجية ذات التآكل المتوسط إلى العالي، ومرافق الموانئ والساحل، والمعدات الصناعية المتطورة.
طلاء مطاطي مكلور
تُعدّ طلاءات المطاط المكلور دهانات صناعية واقية، تتكون أساسًا من المطاط الطبيعي أو المطاط المكلور أو راتنجات المطاط الصناعي. وتتميز هذه الطلاءات بمقاومة جيدة للماء، ومرونة عالية، ومقاومة مقبولة للتآكل الكيميائي. ويُعتبر طلاء المطاط المكلور المنتج الأبرز في هذه الفئة من الطلاءات.
المزايا الأساسية:
سرعة تجفيف سريعة
مقاومة موثوقة للماء، وأداء مقاوم للتآكل، ومقاومة للعوامل الجوية
التصاق جيد بالهياكل الفولاذية
القيود: أداء بيئي متدنٍ، وتطبيق معقد، ومتطلبات بناء صارمة.
سيناريوهات التطبيقالمناطق الساحلية والبيئات الحمضية. يتم تطبيقه على نطاق واسع على الهياكل الفولاذية للمنشآت الصناعية ومعدات وأجهزة الموانئ في الظروف الرطبة، بالإضافة إلى بعض سيناريوهات منع الانزلاق ومقاومة الماء.
طلاءات أكريليك نقية
تعتمد الطلاءات الأكريليكية النقية على راتنج الأكريليك كمادة أساسية لتكوين الطبقة. تتميز هذه الطلاءات بمقاومة جيدة للعوامل الجوية وثبات اللون، وتُستخدم على نطاق واسع في آلات البناء والهياكل الفولاذية والعديد من الطلاءات الصناعية الصديقة للبيئة. يُعدّ طلاء المينا الأكريليكي المنتج الرائد لأنظمة الطلاء الأكريليكي النقي.
المزايا الأساسية:
لمعان ممتاز وثبات اللون مع تأثير زخرفي فائق
سرعة تجفيف عالية وكفاءة بناء عالية
مقاومة جيدة للظروف الجوية
القيود: سعر مرتفع، وأداء منخفض التكلفة، وضعف الاستقرار في درجات الحرارة العالية.
سيناريوهات التطبيق: سيناريوهات ذات متطلبات عالية للديكور، وبيئات ذات تآكل خفيف إلى متوسط، ومشاريع طلاء صناعية صديقة للبيئة تعتمد على الماء.
توصيات من طبقات الطلاء (وفقًا للمعيار JB/T 5946-2018)
برايمر: برايمر ألكيد أكسيد الحديد الأحمر، برايمر إستر إيبوكسي أكسيد الحديد الأحمر، برايمر إيبوكسي غني بالزنك، طلاء مضاد للصدأ من سيليكات الزنك، برايمر فوسفات الزنك، إلخ.
معطف متوسط: طلاء إيبوكسي أكسيد الحديد الميكاوي، طبقة وسيطة من الإيبوكسي، برايمر فوسفات الزنك، إلخ.
طبقة نهائية: طلاء ألكيد، طبقة علوية من المطاط المكلور، طبقة علوية من البولي يوريثان، طلاء أكريليك، طلاء ألكيد ألومنيوم، طبقة علوية من الإيبوكسي، إلخ.
الطلاءات المقاومة للزيوت: طلاء خزانات الوقود بيركلوروفينيل، طلاء إيبوكسي مقاوم للزيوت، طلاء بولي يوريثان مقاوم للزيوت، مينا نيتروسليلوز داخلي، إلخ.
طلاءات مقاومة لدرجات الحرارة العالية: برايمر سيليكات الزنك غير العضوي، طلاء سيليكون مقاوم للحرارة، طلاء ألكيد ألومنيوم، طلاء بورات الباريوم بألوان مختلفة، إلخ.
دليل الاختيار: كيفية اختيار نظام الطلاء المناسب للرافعات العلوية والرافعات الجسرية
يجب تقييم اختيار الطلاء للرافعات العلوية والجسورية تقييمًا شاملًا، ويعتمد ذلك أساسًا على فئة التآكل في بيئة التشغيل، والعمر التشغيلي المطلوب، وظروف التعرض الخارجي طويلة الأمد. تختلف متطلبات أداء مقاومة الصدأ للطبقات التمهيدية، وخصائص العزل للطبقات الوسيطة، ومقاومة العوامل الجوية للطبقات النهائية اختلافًا كبيرًا باختلاف ظروف التشغيل. يتبع تصميم أنظمة الطلاء المقاومة للتآكل شديدة التحمل لهذه الرافعات عمومًا مبدأ منع الصدأ للطبقة الأساسية، وزيادة سماكة الطبقة الوسيطة، ومقاومة العوامل الجوية للطبقة النهائية. بالنسبة للمعدات التي تعمل في الهواء الطلق لفترات طويلة أو تتعرض لرذاذ الملح الساحلي وبيئات التآكل الصناعية، يجب أيضًا مراعاة عوامل رئيسية، بما في ذلك إجمالي سماكة طبقة الطلاء الجافة، والتوافق بين الطبقات، وجودة معالجة السطح. لذلك، فإن اختيار الطلاء للرافعات العلوية والجسورية لا يقتصر على اختيار نوع واحد من الطلاء، بل هو عملية مطابقة شاملة لمجموعة طلاء متكاملة.
كيفية مطابقة أنظمة طلاء الرافعات مع بيئات التآكل
يرتكز اختيار الطلاء المناسب للرافعات العلوية والجسورية على مطابقة درجة التآكل مع بيئات التشغيل الفعلية. يصنف هذا الجدول بيئات التآكل من الأدنى إلى الأعلى، ويقدم توصيات قياسية بشأن الطلاء، وهياكل الطلاء، وسماكة الطبقة الجافة، وأنواع الطلاء المناسبة لظروف العمل المختلفة، مما يساعدك على تحديد مخطط الطلاء الأساسي المناسب بسرعة.
فئة التآكل
الخصائص البيئية
متطلبات الطبقة التمهيدية
متطلبات الطبقة المتوسطة / الطبقة النهائية
خصائص الطلاء
نطاق سُمك طبقة الفيلم الجاف الكلي (NDFT)
C2 (منخفض)
جو منخفض التلوث، على سبيل المثال المناطق الريفية والمدن الصغيرة
برايمر عام مضاد للصدأ أو برايمر غني بالزنك؛ الأولوية للفعالية من حيث التكلفة
يتطلب هذا النظام، الذي يتميز بسماكة طبقة عالية للغاية ووزن ثقيل، عادةً استخدام رقائق زجاجية إيبوكسية أو إيبوكسي فائق السماكة، ولا يُنصح باستخدام نظام مقاوم للعوامل الجوية.
360-800 ميكرومتر وما فوق
يُعد توافق الطلاء أمراً بالغ الأهمية للأداء طويل الأمد
بعد التأكد من نظام الطلاء الأساسي، يُعدّ التوافق بين طبقة الأساس والطبقات اللاحقة أمرًا بالغ الأهمية لتجنب فشل الطلاء قبل الأوان. يوضح هذا الجدول توافق أنواع مختلفة من طبقات الأساس المستخدمة في ورش العمل مع أنظمة الطلاء الشائعة، مما يتيح لك التحقق من التوافق قبل البدء بالبناء وتجنب مشاكل مثل تقشر الطلاء وظهور الفقاعات بين الطبقات منذ البداية.
نوع البادئ
برايمر – صبغة مضادة للتآكل
الألكيد
CR
فينيل/PVC
أكريليك
إيبوكسي
البولي يوريثان
سيليكات الزنك
الألكيد
متنوع
√
كارولاينا الشمالية
كارولاينا الشمالية
√
كارولاينا الشمالية
كارولاينا الشمالية
كارولاينا الشمالية
بولي (فينيل بوتيرال)
متنوع
√
√
√
√
كارولاينا الشمالية
كارولاينا الشمالية
كارولاينا الشمالية
إيبوكسي
متنوع
√
√
√
√
√
√
كارولاينا الشمالية
إيبوكسي
غبار الزنك
كارولاينا الشمالية
√
√
√
√
√
كارولاينا الشمالية
سيليكات
غبار الزنك
كارولاينا الشمالية
√
√
√
√
√
√ᵇ
أكريليك (مائي)
متنوع
كارولاينا الشمالية
√
كارولاينا الشمالية
√
كارولاينا الشمالية
√
كارولاينا الشمالية
ملاحظة: تختلف تركيبات الدهانات. يُنصح بالتحقق من التوافق مع الشركة المصنعة للدهان. √ = متوافق من حيث المبدأ NC = غير متوافق من حيث المبدأ ª بما في ذلك تركيبات الإيبوكسي، على سبيل المثال راتنجات الهيدروكربون. ᵇ يلزم استخدام تقنية التفجير الكاسح.
إرشادات اختيار الطلاء النهائي
يجب أن تكون بيئة التشغيل هي الأولوية القصوى عند اختيار الطلاءات للرافعات العلوية والرافعات الجسرية. تختلف متطلبات أداء مقاومة التآكل، ومقاومة العوامل الجوية، وعمر خدمة الطلاء اختلافًا كبيرًا باختلاف البيئات المسببة للتآكل. بشكل عام:
تعتبر طلاءات الألكيد ذات التكلفة المنخفضة مناسبة للمناطق الداخلية ذات التآكل المنخفض؛
يُستخدم مزيج تقليدي مضاد للتآكل من طبقة أساسية من الإيبوكسي بالإضافة إلى طبقة علوية من البولي يوريثان على نطاق واسع في ظروف العمل الخارجية العادية؛
بالنسبة للبيئات شديدة التآكل مثل المناطق الساحلية المعرضة لرذاذ الملح والموانئ والمواقع الكيميائية المعرضة للأحماض والقلويات، اعتمد أنظمة مقاومة التآكل شديدة التحمل تتكون من طبقة أساسية غنية بالزنك، وطلاء إيبوكسي عالي السماكة، وطبقة علوية مقاومة للعوامل الجوية.
يُصمَّم نظام طلاء الرافعات وفقًا لمبدأ منع الصدأ للطبقة الأساسية، وزيادة سُمك الطبقة المتوسطة، ومقاومة العوامل الجوية للطبقة النهائية. ولا يقتصر طلاء الرافعات العلوية والجسورية على رش طبقة طلاء واحدة، بل هو مشروع متكامل لمكافحة التآكل يجمع بين طبقة أساسية، وطبقة متوسطة، وطبقة نهائية. وتؤدي كل طبقة وظائف محددة، تشمل منع الصدأ، وحماية التآكل، والحماية من العوامل الجوية، والزخرفة. ويضمن التوافق الأمثل بين جميع الطبقات حماية موثوقة وطويلة الأمد.
بخبرة تزيد عن 20 عامًا في تصنيع الرافعات العلوية والرافعات الجسرية، رافعة كوانغشان نقدم حلولاً متكاملة مصممة خصيصاً لتلبية احتياجاتكم، تشمل اختيار الطلاء، وتصميم نظام الطلاء، وتقديم إرشادات البناء، وذلك بناءً على ظروف العمل الفعلية، ومستويات التآكل، ومتطلبات الميزانية. نساعد عملاءنا على بناء أنظمة حماية للرافعات تتميز بأداء اقتصادي أفضل وعمر خدمة أطول.
كريستال
خبير تصنيع المعدات الأصلية للرافعات
مع 8 سنوات من الخبرة في تخصيص معدات الرفع، ساعدت أكثر من 10,000 عميل في الإجابة على أسئلتهم واهتماماتهم قبل البيع، إذا كانت لديك أي احتياجات ذات صلة، فلا تتردد في الاتصال بي!




























































































.png?w=200&h=134)